
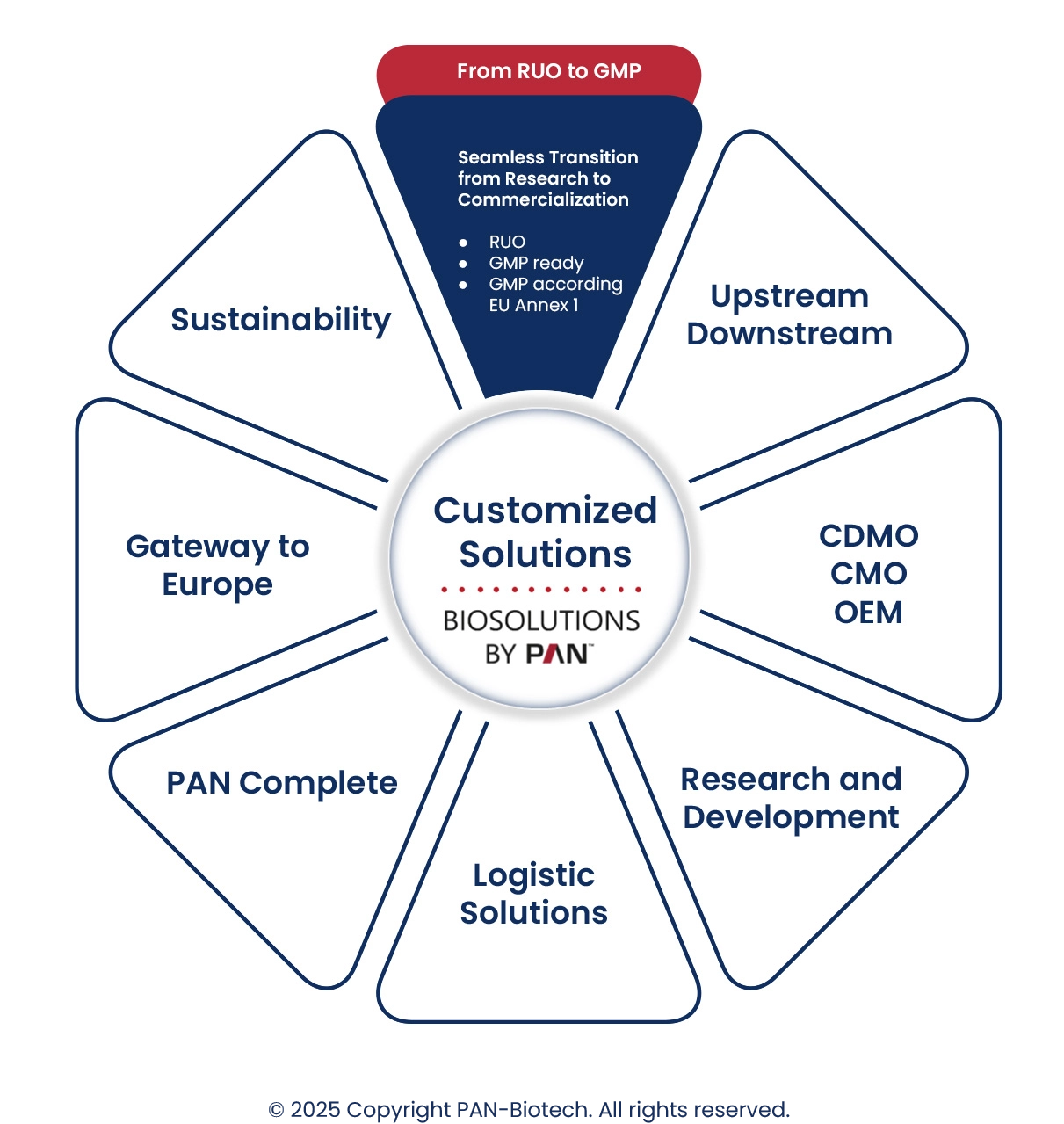
From RUO to GMP
The development of a therapy application is complex: It begins as an idea in research and development and goes through preclinical and clinical studies until market approval and commercialization are achieved. During this process the shift from RUO to GMP is a quality necessity but it is difficult to modify key parameters like raw materials when a documented process has already been established. Therefore it is advisable to switch as early as possible to optimize costs and save valuable time. This transition is crucial for ensuring product safety and efficacy, meeting regulatory requirements, and ultimately, securing market approval. We support you during the development from research to commercialization with our culture media, reagents and buffer solutions, which support a seamless transition with three perfectly tuned quality grades.
Discover more about the process within our interactive diagram below.
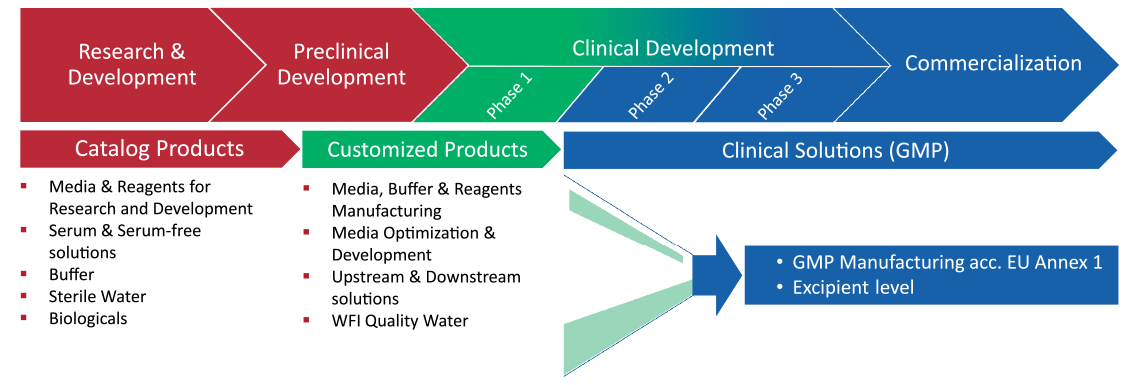
Research & Development
During the research and development phase a suitable therapy application is identified. Raw materials are usually used in Research Use Only (RUO) quality.
Preclinical Development
During preclinical development the therapy candidate is tested in both in vitro and in vivo experiments in order to gain preliminary data on its performance. This information is useful for the planning of clinical phase studies.
Clinical development
The clinical development can be divided into three separate phases:
- Phase l: The initial studies involve a small number of mainly healthy participants or patients to investigate the effects of the treatment in humans.
- Phase II: Following, the drug's safety and efficacy towards a disease is tested in patients.
- Phase Ill: More data on product safety, benefit and efficacy is gathered from an even larger number of patients than in previous phases.
Commercialization
After successful clinical phases I — III the drug can be submitted for market approval. After successful market
approval, large scale production is established.
Catalog products
The development of new therapeutic applications requires extensive research. At PAN you can choose from more than 1,800 catalogue products in RUO quality, including a wide variety of culture media, reagents and buffer solutions. We have 85 % of our portfolio in stock and ready to deliver within 1-2 days.
Customized products
The transition from RUO to GMP is made easier with GMP ready versions of our RUO products, which are ideal for upscaling and validation of your application. At this point you are using products that already match our GMP grade products in terms of raw material quality and production processes. They simply undergo less quality testing. Therefore, they offer an optimal cost / benefit ratio with reduced costs compared to our GMP compliant products.
Clinical solutions
For clinical trials and commercial ma-nufacturing, our media, reagents and buffer solutions are available in GMP quality to ensure regulatory compliance and fulfil the highest medical quality standards.

RUO – Quality features
RUO grade products from PAN-Biotech are characterized by a red label. We offer a wide range of RUO products in our catalogue, ranging from culture media and reagents to buffer solutions. They are perfectly suited for the research and development stage of new therapy applications. More than 1,800 catalogue products are available with 85% in stock and ready to deliver within 1-2 days.
GMP ready – Quality features
The change from RUO to GMP is facilitated by our GMP ready products which are characterized by a green label. These products differ significantly from our RUO quality products. The quality of the raw materials used in the production process already comply with the European Pharmacopeia (EP) and the United States Pharmacopeia (USP), the same as with our GMP grade products. This makes them ideal for upscaling and validation of your products for clinical and industrial scale.

GMP – Quality features
Our GMP grade products, recognizable by their blue label, offer the highest possible quality standard for cell culture media, reagents and buffer solutions. They are manufactured according to EU GMP Annex 1 and ensure regulatory compliance through established processes like extensive environmental monitoring, in-process control (IPC) and master batch records. Therefore our GMP grade products are suited for use in clinical trials and commercial manufacturing.
GMP Manufacturing at PAN-Biotech
Our products play a crucial role in various life science applications, including Advanced Therapy Medicinal Products (ATMPs), Biopharmaceuticals, Gene and Cell Therapies, Vaccine Production, and more. Whether you need culture media for cell therapy purposes, reagents or buffers for bioprocessing, we deliver ready-to-use solutions for your GMP applications. These products are manufactured in our new GMP compliant production facility under stringent quality control.
GMP Facility:
Our new production facility, open since 2022, was built and qualified according to EU GMP Annex 1 for sterile medicinal products. Its state-of-the-art design allows rapid, flexible and scalable production of your products in GMP quality, performed by our qualified and highly trained personnel.
Key Facts:
- Dedicated animal component free facility
- Class D to A cleanrooms
- 1,000,000 L filling capacity per year
- Lot sizes up to 1,000 L
- Sterile filling from 50 ml vials to 1000 L Bags
- Single-use equipment
- Environmental monitoring according to GMP guidelines
- Established processes for customized productions

Key Facts:
- Dedicated animal component free facility
- Class D to A cleanrooms
- 1,000,000 L filling capacity per year
- Lot sizes up to 1,000 L
- Sterile filling from 50 ml vials to 1000 L Bags
- Single-use equipment
- Environmental monitoring according to GMP guidelines
- Established processes for customized productions

Quality Management:
GMP compliance can only be achieved with an adequate quality management system (QMS). Our QMS is certified according to ISO 9001 and ISO 13485 (IVDR products). We implement the GMP principles and guarantee safe and reliable manufacturing processes.
Case study: Fast GMP production turnaround
In October, we were contacted by a vaccine manufacturer with a request for rapid production. PAN-Biotech has successfully established and optimized fast customer-specific processes. This enabled us to quickly determine the extent to which a fast production was possible compared to our competitors. We were able to submit a convincing quote within 3 days and we received the first order on November 16, which led to the first production on December 8, just 3 weeks later. We managed to make our first delivery in less than two weeks on December 20. In total, we successfully completed the production of 50,000 litres in less than 5 weeks on January 10.

For an in depth comparison between the quality grades of our products please refer to the table below:
